Компания «РАСТР-технология» с 2002 года поставляет для ротационных и слоттерных секций оборудования, полиуретановые бандажи, одного из лидеров европейского и азиатского рынка, фирмы Cover (Италия) .
Благодаря особой устойчивости к разрывам и износу, эластомерные бандажи Cover из полиуретана, производимые по технологии Hot Cure Casting (горячего литья), уже около 36 лет используются в картонно-бумажной промышленности.
Мы предлагаем широкий ассортимент бандажей с очень хорошими показателями по прочности, трению и устойчивости к разрывам, с особо высокой жаростойкостью, износостойкостью и стойкостью к усталости материала, тем самым улучшая производительность высекального оборудования и обеспечивая жесткие допуски, принятые в производстве гофрокартона. Система крепления «ласточкин хвост» позволяет быстро менять бандажи местами.
Мы гарантируем оперативность поставки на многие типоразмеры, поскольку в наличии у нас всегда имеется широкий выбор бандажей для различного типа оборудования, как российских производителей:

так и зарубежных:
 Latitude Machinery Corp. (Taiwan)
Latitude Machinery Corp. (Taiwan)
- LMC P660
- LMC P1000
- LMC 1600
- SRPack AFPS 920 x 2100
- SRPack AFPS 940 x 2200
- SRPack AFPS 1250 x 2600
- TCY - 9PA
- TCY - 6PA
- TCY - 8PA
- YKM SBII+
- ISHIKAWA1525
- и другие
Тиражестойкость бандажей и способы её увеличения.
Любой производитель упаковки заинтересован в максимальном продлении срока службы бандажей, при одновременном сохранении качества высечки готовой упаковки. Тиражестойкость бандажей, как и тиражестойкость штанцформ, зависит от многих факторов, которые можно разбить на две группы: технические и эксплуатационные. Технические факторы не зависят от пользователя и предопределены свойствами высекальной машины или самих бандажей. Сюда относятся:
1) Точность соответствия размеров бандажа паспортным данным вала машины. В случае наличия зазора между бандажом и валом, либо, наоборот, силового натяжения бандажа на вал, снижается как тиражестойкость, так и качество вырубки. В случае несоответствия толщины бандажа паспортным данным возникает рассогласование в скоростях движения валов, что также негативно сказывается на качестве высечки.
2) Качество полиуретана. Полиуретан должен быть однородным по составу и структуре; его характеристики (в частности, жесткость) должны быть подобраны таким образом, чтобы, с одной стороны, обеспечить большой ресурс работы, а с другой - не повредить режущие линейки ротационной штанцформы. Характерной особенностью бандажей фирмой Cover является стабильно высокое качество, обеспечиваемое строгим контролем над соблюдением технологии и высоким качеством используемых в производстве компонентов. Жесткость бандажей Cover - 86-88 единиц по шкале Shore A.
3) Не менее важным фактором является качество корда - сетчатой основы, на которую наносится полиуретан при отливке бандажей. Низкое качество корда приводит к снижению тиражестойкости бандажа, даже если сам полиуретан удовлетворительного качества.
4) Наличие в машине осцилляции. Осцилляция (продольное смещение осей валов относительно друг друга в процессе эксплуатации) позволяет избежать удара радиальных линеек в одну и ту же точку бандажа, и тем самым продлевает срок его службы, предотвращая быстрое образование канавок. Практически во всех машинах ротационной высечки западноевропейского производства, а также в некоторых отечественных машинах, осцилляция имеется. Однако в большинстве российских машин, как и во многих машинах производства Турции и Китая, эта опция отсутствует, что приводит к более быстрому износу бандажей. Для увеличения срока службы бандажей на таких машинах рекомендуется раз в несколько тысяч циклов сдвигать на несколько сантиметров сами бандажи либо, если это позволяет конструкция вала, штанцформу.
5) Наличие в машине устройства для проточки. Проточка (шлифовка) бандажей представляет собой снятие верхнего, поврежденного слоя полиуретана для обеспечения ровной поверхности, и соответственно, высокого качества высечки. Устройство для проточки бандажей представляет собой продольный нож, который в случае необходимости опускается на бандаж и снимает верхний поврежденный слой полиуретана нужной толщины (в зависимости от глубины канавок). Нужно отметить, что некоторые пользователи в целях экономии и увеличения срока службы бандажей, пытаются самостоятельно снять деформированный слой полиуретана с бандажей разными способами. Делать это не рекомендуется, поскольку при этом трудно хорошо выровнять поверхность; в ином же случае использование таких «доработанных» бандажей приведет скорее к ухудшению качества высечки (см. рис. 1) даже по сравнению с высечкой при изношенных бандажах.
 Рис. 1
Рис. 1
Что касается эксплуатационных факторов , то они определяются квалификацией обслуживающего машину персонала. К основным относятся:
6) Выдержка бандажей после изготовления. Процесс первичного застывания полиуретана заканчивается через 2 дня после отливки. Однако процесс полимеризации длится больше, и окончательно бандаж «дозревает» через 50-60 дней после изготовления. При эксплуатации бандажей до истечения этого срока их износ будет значительно более быстрым. Чтобы пользователь имел возможность удостовериться в прошествии данного срока, дата (неделя и год) изготовления бандажей указаны на их внутренней стороне.
7) Глубина проникновения режущих ротационных линеек в бандаж , регулируемая пользователем. Тиражестойкость бандажей обратно пропорциональна глубине проникновения режущих линеек, поскольку постепенно образующиеся канавки приводят к более быстрому износу полиуретана, а также забиваются вырубаемым материалом, в результате чего бандаж деформируется. С другой стороны, слишком малая глубина проникновения режущих линеек в бандаж приведет к неполной высечке материала, а также к ухудшению качества бигования. Оптимальной является глубина проникновения, равная 1,0-1,5 мм от поверхности бандажа.
 8) Частота перестановки бандажей.
Для обеспечения максимальной тиражестойкости необходимо периодически менять бандажи местами. Связано это с тем, что износ бандажей, в зависимости от их положения по отношению к штанцформе, неравномерен. В случае значительного колебания толщины бандажей возможно смятие материала, неравномерность его просекания в разных частях штанцформы (вплоть до отсутствия реза), просекание материала в неположенном месте биговальными линейками либо, наоборот, отсутствие биговки (см. рис. 1). Наибольшему износу подвергаются бандажи, расположенные в центре формы; поэтому необходимо переставлять бандажи, находящиеся с краю вала, ближе к середине. Оптимальная схема перестановки приведена ниже (см. рисунок). Перестановку необходимо делать на всех машинах, независимо от их производительности. Оптимальная частота перестановки: первый раз - через 100-150 тыс. циклов, далее - не реже одного раза в 200-250 тыс. циклов, в зависимости от используемой длины вала и насыщенности штанцформы линейками. Как уже упоминалось выше, в случае отсутствия в машине осцилляции, во избежание образования канавок полную перестановку лучше дополнять небольшим смещением бандажей либо формы вдоль оси.
8) Частота перестановки бандажей.
Для обеспечения максимальной тиражестойкости необходимо периодически менять бандажи местами. Связано это с тем, что износ бандажей, в зависимости от их положения по отношению к штанцформе, неравномерен. В случае значительного колебания толщины бандажей возможно смятие материала, неравномерность его просекания в разных частях штанцформы (вплоть до отсутствия реза), просекание материала в неположенном месте биговальными линейками либо, наоборот, отсутствие биговки (см. рис. 1). Наибольшему износу подвергаются бандажи, расположенные в центре формы; поэтому необходимо переставлять бандажи, находящиеся с краю вала, ближе к середине. Оптимальная схема перестановки приведена ниже (см. рисунок). Перестановку необходимо делать на всех машинах, независимо от их производительности. Оптимальная частота перестановки: первый раз - через 100-150 тыс. циклов, далее - не реже одного раза в 200-250 тыс. циклов, в зависимости от используемой длины вала и насыщенности штанцформы линейками. Как уже упоминалось выше, в случае отсутствия в машине осцилляции, во избежание образования канавок полную перестановку лучше дополнять небольшим смещением бандажей либо формы вдоль оси.
9) Качество вырубаемого материала. В случае высокой влажности материала возможен более быстрый износ бандажей в силу забивания образующихся канавок. Более быстро изнашиваются бандажи при вырубке более плотных материалов ввиду увеличения давления линеек штанцформы на бандаж.
10) Условия хранения . При хранении бандажи необходимо беречь от воздействия неблагоприятных погодных условий (солнечный свет, влага), от воздействия очень высоких или низких температур (идеальные условия хранения: от +10°С до +30°С), а также от нежелательных химических воздействий. Желательно также не передерживать бандажи на складе: при хранении более двух лет полиуретан начинает терять свои свойства.
В зависимости от действия указанных факторов тиражестойкость может отличаться в несколько раз. В связи с этим изготовители, как правило, не дают четких гарантий по тиражестойкости бандажей (количеству циклов). При соблюдении приведенных выше Статистика по эксплуатации бандажей фирмы Cover дает разброс от 1 до 2 млн. циклов, что превышает среднестатистические показатели продукции других производителей.
Станок предназначен для высечки заготовок любого типа из 3-, 5-слойного гофрокартона и микрогофрокартона. Это могут быть четырехклапанные ящики, самоскладные, лотки, поддоны и т.д. Большой формат пропускаемых листов позволяет одновременно высекать до 8 коробок. Кинематическая схема машины ротационный высечки выполнена с помощью косозубых зубчатых колес. Верхний бандажный вал оснащен быстросъемными полиуретановыми бандажами. Нижний барабан имеет резьбовые отверстия М10 размещенные по координатной сетке с шагом 40 мм для крепления высечной формы. Тянущие хромированные валы имеют насечку для исключения проскальзывания гофрокартона что непосредственно влияет на точность высечки. Ротор имеет максимально простые и удобные регулировки. Регулировка глубины врезания ножей происходит за счет поворота эксцентриковых механизмов с цифровой индикцией. Механизм регулировки тянущих валов имеет безлюфтовую кинематическую схему настройки на толщину листа. Бандажный вал оборудован устройством перешлифовки полиуретанового бандажа, имеет автоматическое осевое перемещение на 40 мм с шагом 0,1-0.2 мм на один оборот для исключения попадания радиальных ножей в одно и то же место бандажного вала при высечке. Кроме этого в конструкции станка заложено постоянное смещение линии врезания поперечных ножей (радиальное) на 6 мм за один оборот бандажного вала. Данные технические решения существенно продлевают срок эксплуатации бандажей и повышают качество высечки.
 |
 |
|
 |
 |
 |
Технические характеристики:
|
Параметры |
SARD-10** |
SARD-13** |
SARD-16** |
|
Размер вырубного поля, мм |
1000*2000/2200 |
1300*2000/2200/2400 |
1600*2000/2200/2400 |
|
Миним. размер заготовки, мм |
300*700 |
300*700 |
300*700 |
|
Максимальная произв-ть по приводу, заг/мин |
|||
|
Толщина заготовки, мм |
2....8 |
2....8 |
2....8 |
|
Точность начала штанцеван.,мм |
|||
|
Поперечное перемещение бандажного вала, мм |
|||
|
Потребляемая мощность, кВт, не более |
|||
|
Масса станка, кг |
~3000 |
~3500 |
~4200 |
|
Обслуживающий персонал, чел |
|||
|
Габариты д*ш*в, мм |
~3,5*3,5*1,9 |
~3,7*3,5*1,9 |
4*3,5*1,9 |
|
В таблице представлены ориентировочные технические характеристки. Данный вид оборудования может быть изготовлен по индивидуальному запросу и размерам. Ротационный высекательный вал может быть изготовлен диаметром от 180 до 800 мм. Длина ротационного вала может быть изготовлена от 1,4 до 6 м. По желанию поставляем монтажные барабаны (валы), вырубные и биговальные линейки, ротационную фанеру, резину и другие расходные материалы для изготовления ротационных штанцевальных форм. |
|||
Координатная сетка:

Механическая обработка
В настоящее время компания «ЦемГео» оказывает услуги по ремонту и восстановлению крупногабаритных валов, тел вращения, корпусных узлов и деталей непосредственно на территории предприятия.
Производимые нами работы:
1. Восстановление геометрических размеров опорных роликов и бандажей вращающихся печей и сушильных барабанов без демонтажа с геодезическим сопровождением работ и механической наладкой.
В основе данного метода лежит высокотехнологичный шлифовальный процесс для восстановления геометрии контактных поверхностей. Восстановительные работы выполняются с помощью современного переносного оборудования. Основным преимуществом данной технологии является возможность выполнять работы без остановки оборудования и демонтажа её элементов.
Рабочие поверхности роликов

До восстановления
После восстановления

До восстановления
После восстановления
Механическая обработка рабочих поверхностей бандажей.

Рабочие поверхности бандажей

До восстановления
После восстановления

До восстановления
После восстановления
2. Наплавка и напыление металла
Технологии наплавки и напыления используются для восстановления геометрических размеров оборудования и улучшения качественных показателей рабочей поверхности по износостойкости, твердости
и шероховатости.

Электродуговое напыление

Все используемые нами технологии, а также оборудование для металлообработки адаптированы применительно для конкретных работ на различных промышленных предприятиях. При разработке ремонтных технологий учтено реальное техническое состояние оборудования, узлы и детали которого подлежат ремонту, а также специфика и практика подготовки, организации и проведения ремонтных работ на данном предприятии. Имея в наличии универсальные и комплексные решения по мобильной металлообработке, электродуговой наплавке и электродугового напыления, мы оперативно решаем задачи различной сложности без особых ограничений по размерам и конфигурациям восстанавливаемых поверхностей. Используемые нами технологии позволяют восстанавливать изношенные и поврежденные поверхности в номинальный (чертежный) размер, выдерживая требования технической документации заводов-изготовителей как в части допусков и посадок, так и шероховатости поверхностей.

Уже более 20 лет компания ASTIN производит полиуретановые бандажи для ротационных секций методом горячего литья с последующим термоотверждением. Данный метод позволяем придать полиуретанам свойства, недоступные резине, металлам и иным пластикам. Продукты ASTIN обладают исключительной стойкостью к износу и трению, а также широким диапазоном жесткости. Альтернативой использования резины с ее ограниченным ресурсом и динамическими свойствами в ротационной высечке стали эластомерные полиуретаны, которые, наряду с превосходной производительностью, износостойкостью и стойкостью к высоким температурам обеспечивают защиту, в том числе, от грибков и бактерий.
Полиуретановые бандажи ASTIN поставляются с прямыми замками, а также замками типа «ласточкин хвост». Поверхность бандажей ASTIN не оставляет следов на поверхности заготовок, что снижает процент брака при производстве гофрокартонной упаковки.
Пресс-формы ASTIN позволяют изготавливать бандажи для линий MARTIN, EMBA, LMC, CURIONI, WARD, GOEPFERT, SIMON, MITSUBISHI, TECASA, ВЕСТА-БКС и многих других.

После изготовления, бандаж выдерживается на складе ок. месяца для завершения процесса полимеризации полиуретана и очень чувствителен к условиям хранения в отношении его технических свойств. Компания ASTIN, и мы обеспечиваем надлежащие условия хранения на нашем складе: надлежащая влажность, отсутствие прямых солнечных лучей, диапазон температур от +10°C до +30°C, отсутствие контакта с химическими средами.

Полиуретановые бандажи ASTIN – это:
- Высокое качество вырубленных посредством ротационной высечки изделий. Ведь бандаж – ответная часть ротационного вырубного штампа, и как он будет вести себя при высечке: насколько будет чистыми рез и биговка, как быстро он будет восстанавливаться после механического контакта со штампом зависит итоговое качество продукции.
- Высокий ресурс (1,5 - 2 млн. циклов) и высокое качество полиуретана, из которого изготавливаются бандажи, качество корда – основы бандажа, позволяющей изделию не рассыпаться при эксплуатации. Корд изготавливается в т.ч. из стекловолокна.
- Точность геометрических размеров, соответствующих валу машины ротационной высечки.
- Соблюдение технологии производства и надлежащего хранения, увеличивающего ресурс работы бандажа.
- Стойкость к механическому воздействию стальных линеек ротационного вырубного штампа при высечке. Линейки проникают на 1,0 – 1,5 мм в тело бандажа.
- Стойкость к проточке: в процессе эксплуатации бандажа возможна его проточка для снятия изношенной и поврежденной поверхности. Продольный нож машины автоматически снимает верхний слой нужной толщины. Самостоятельно производить проточку бандажа своими инструментами не рекомендуется.
- Стойкость к качеству вырубаемого материала.
Для заказа бандажа необходимо сообщить:
- Артикульный номер (если есть)
- Диаметр посадочного вала, мм
- Толщина бандажа, мм
- Ширина бандажа, мм
- Размеры паза: ширина х глубина, мм
- Тип замка: прямой/ «ласточкин хвост»
- Количество бандажей в комплекте
Рекомендации по продлению срока эксплуатации полиуретановых бандажей ASTIN
При ротационном штанцевании очень большое значение имеет бандаж, являющийся важным фактором качества конечной продукции. Важным фактором является равномерная рабочая поверхность бандажа.
Для того, чтобы максимально увеличить срок службы бандажа надо:
- при работе в 1 смену бандажи ротационной машины меняются местами 1 раз в неделю
- при работе в 2 смены бандажи ротационной машины меняются местами 2 раза в неделю
Если на машине имеется поворотное устройство, перестановка происходит автоматически.
Если машина не оборудована поворотным устройством, отдельные сегменты бандажей необходимо время от времени менять местами.

Что будет, если не следить за состоянием поверхности полиуретанового бандажа?
Если операция смены бандажей на валу не проделывается могут возникнуть следующие проблемы:

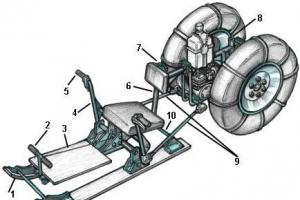
Полезная модель относится к области станкостроения и касается конструкции станков для обработки бандажей. Полезная модель позволяет улучшить качество обработки поверхности качения бандажа за счет повышения эффективности исправления его формы в поперечном сечении. В процессе обработки продольный суппорт 4 движется по направляющей 3 вдоль обрабатываемой поверхности бандажа 12. Роликовая тележка 8, снабженная механизмом осевого перемещения 9, содержит шлифовальную установку, состоящую из натяжного ролика 13 и приводного контактного ролика 14, объединенных бесконечной, сменной, абразивной лентой 15, установленную между двумя роликовыми блоками 10, прижимается за счет усилия сжатой пружины 6 к поверхности бандажа 12 и катится по ней.
1 с.п. ф-лы,
Илл. фиг.1.
Полезная модель относится к области станкостроения, в частности, конструкции станков для обработки крупногабаритных изделий. Станок может быть использован для обработки поверхностей бандажей опор промышленных установок типа технологических барабанов (например, вращающихся цементных печей) на работающем агрегате.
Известно устройство для обработки бандажей и роликов по А.С. 317472 , позволяющее вести обработку на работающем технологическом агрегате. Недостатком такого устройства является сложность и трудоемкость настройки при переходе от одного типоразмера обрабатываемой поверхности к другому, а также низкая точность обработки.
Наиболее близким техническим решением, выбранным в качестве прототипа, является станок для обработки бандажей - патент на полезную модель 89012 . Для обработки бандажа станок устанавливается на поверхности подшипниковых узлов при помощи опорных стоек, которые жестко фиксируются на опорной поверхности при помощи болтов. Обработка производится за счет движения суппорта, снабженного подпружиненной пинолью с шарнирно закрепленной на конце роликовой тележкой, несущей резцедержатель с резцом, по направляющей вдоль обрабатываемой поверхности. Станок предназначен для обработки поверхностей качения бандажей на работающем агрегате.
С существенными признаками полезной модели совпадает следующая совокупность признаков прототипа: станок для обработки бандажей для взаимодействия с опорной поверхностью снабжен опорными стойками, в которых установлена направляющая, несущая суппорт, снабженный подпружиненной пинолью, на конце которой шарнирно закреплена роликовая тележка с механизмом осевого перемещения.
Недостатком данного устройства является невысокая эффективность его применения для исправления погрешности формы бандажа в поперечном сечении. При обработке таким станком бандажа, имеющего указанное отклонение формы (выступающий сварной шов, впадина возле сварного шва, овальный бандаж), исправление формы будет наблюдаться не выше одиннадцатого квалитета точности.
Сущность полезной модели заключается в том, что станок для обработки бандажей, имеющий опорные стойки, в которых установлена направляющая, несущая суппорт, имеет установленную в суппорте подпружиненную пиноль, на конце которой шарнирно закреплена роликовая тележка с механизмом осевого перемещения. На концах роликовой тележки шарнирно закреплены роликовые блоки, каждый из которых выполнен в виде двух роликов, жестко связанных между собой. Роликовая тележка несет шлифовальную установку, закрепленную на механизме осевого перемещения между двумя шарнирно закрепленными роликовыми блоками.
Целью полезной модели является расширение технологических возможностей станка, повышение качества и точности обработки крупногабаритных изделий с бесцентровой схемой базирования за счет введения абразивной обработки поверхностей.
Поставленная цель решается за счет того, что роликовая тележка снабжена шлифовальной установкой со сменной, бесконечной, абразивной лентой, закрепленной на механизме осевого перемещения. Кроме того, роликовая тележка снабжена опорными роликовыми блоками, каждый из которых выполнен в виде двух роликов, жестко связанных между собой и шарнирно закрепленных на концах роликовой тележки.
Расширение технологических возможностей станка заключается в обеспечении абразивной обработки крупногабаритных изделий с бесцентровой схемой базирования. Это достигается снабжением станка шлифовальной установкой, установленной на механизме осевого перемещения.
Повышение точности и качества обработки обеспечивается за счет возможности осевого (настроечного) перемещения шлифовальной установки и снабжения ее сменными, бесконечными, абразивными лентами, имеющими различные технические характеристики.
Применение абразивного инструмента (шлифовальных лент) позволит осуществлять чистовую обработку поверхности бандажа до восьмого квалитета точности после предварительной токарной обработки, где точность не может быть достигнута выше одиннадцатого квалитета точности. Кроме того, использование сменных, бесконечных, абразивных лент в сочетании с малой величиной снимаемого припуска дает возможность получить различные степени точности и качества обработки.
В процессе обработки роликовая тележка катится по обрабатываемой поверхности. За счет осевого выдвижения закрепленной на тележке шлифовальной установки, имеется возможность «настройки» станка на обработку участков поверхности, имеющих заданную кривизну. Сварные швы и другие выступающие дефекты - обрабатываются в связи с тем, что их кривизна меньше заданной, а участки с нормальной кривизной, соответствующей радиусу бандажа - нет. Если на обрабатываемой поверхности имеются участки с отрицательной кривизной (впадины), то они будут копироваться приводным контактным роликом, однако этот процесс будет носить затухающий характер, и будет наблюдаться исправление формы. Точность и качество наружной поверхности бандажа, а также точность формы являются основными параметрами бандажа, от них зависит работоспособность всего агрегата.
Конструкция предлагаемого станка поясняется графическим материалом. На фиг.1 изображен общий вид станка при обработке бандажа.
Станок содержит опорные стойки 1, нижние поверхности которых выполнены в соответствии с формой поверхности подшипникового узла 2. В верхних частях стоек, имеющих отверстия, установлена направляющая 3, несущая суппорт 4. Суппорт 4 оснащен пинолью 5. Пиноль 5 имеет возможность осевого выдвижения под действием пружины 6. Перемещение пиноли ограничено винтом 7.
На конце пиноли 5 шарнирно закреплена роликовая тележка 8, снабженная механизмом осевого перемещения 9 и двумя опорными роликовыми блоками 10. Каждый роликовый блок выполнен в виде двух, жестко связанных между собой, роликов 11 и шарнирно установлен на одном из концов роликовой тележки 8. Роликовые блоки 10 контактируют в процессе обработки с поверхностью бандажа 12. Конструкция роликовой тележки такова, что воображаемые линии, соединяющие центры присоединительных шарниров роликовых блоков 10 и шарнира тележки, между собой образуют равнобедренный треугольник с тупым углом при вершине.
В центральной части роликовой тележки между роликовыми блоками 10 расположен механизм осевого перемещения 9. Механизм осевого перемещения 9 представляет собой ходовой винт с ручным приводом. На механизме осевого перемещения 9 крепится шлифовальная установка.
Шлифовальная установка состоит из натяжного ролика 13 и приводного контактного ролика 14. Приводом ролика 14 является, например, электродвигатель (условно не показан). Ролики 13 и 14 объединены бесконечной, сменной, абразивной лентой 15.
Шлифовальная установка имеет возможность осевого перемещения по направлению высоты треугольника, образованного центрами присоединительных шарниров роликовых блоков и шарнира тележки за счет того, что она расположена на механизме осевого перемещения.
Станок работает следующим образом. При помощи стоек 1 осуществляется установка станка на опорные поверхности подшипниковых узлов 2. Стойки 1 жестко фиксируются на опорной поверхности при помощи болтов. Для установки станка в рабочее положение суппорт 4 перемещается по направляющей 3 к торцу обрабатываемой поверхности, например, бандажа цементной печи 12. При помощи винта 7 производится выдвижение пиноли 5 до контакта роликов 11 опорных роликовых блоков 10 роликовой тележки 8 с поверхностью бандажа 12. Роликовая тележка 8 с механизмом осевого перемещения 9 и опорными роликовыми блоками 10 прижимается к поверхности бандажа 12 за счет усилия сжатой пружины 6, прижимающей пиноль 5. Затем производится настройка станка на обработку поверхности определенной кривизны. Настройка осуществляется путем осевого выдвижения шлифовальной установки до контакта приводного контактного ролика 14 с обрабатываемой поверхностью, после чего начинается процесс обработки. Приводной контактный ролик 14, имеет привод вращения от электродвигателя (на чертеже условно не показан). За счет объединения роликов 13 и 14 бесконечной, сменной, абразивной лентой 15, приводится во вращение и натяжной ролик 13.
Обработка бандажа 12 бесконечной, сменной, абразивной лентой 15 производится на работающем агрегате, поэтому бандаж 12 постоянно вращается.
Направление вращения бандажа 12 и контактного ролика 14 может быть встречным и попутным в зависимости от технологических параметров, которые должны быть получены в процессе обработки. При этом роликовая тележка 8 «катится» по поверхности бандажа, так как пиноль 5 прижата пружиной 6 к поверхности вращающегося бандажа. Для обеспечения процесса резания по всей ширине бандажа суппорт 4 осуществляет движение подачи и перемещается по направляющей 3 вдоль обрабатываемой поверхности. При этом роликовая тележка 8 со шлифовальной установкой также перемещается вдоль обрабатываемой поверхности. Рабочий ход может осуществляться станком в обоих направлениях.
Процесс резания при обработке бандажей с использованием данного станка является прерывистым, с переменной глубиной шлифования. Прежде всего, обрабатываются участки поверхности, имеющие кривизну менее заданной при настройке (выступы). Этот процесс сопровождается эффективным исправлением формы бандажа в поперечном сечении.
1. А.С. 317472 СССР МПК В23b 5/20 Устройство для обточки крупногабаритных изделий / Д.О.Гиндус, А.П.Усов, М.К.Тихонова, Г.А.Хонгидоров.; заявитель и патентообладатель Ленингр. филиал инс-та по проектир. организ. энергетического стр-ва. - 1362345/25-8; заявл. 01.11.69; опуб. 21.12.71. Бюл. 31. - 4 с.
2. Пат. 89012 Российская Федерация, МПК В23В 5/00. Станок для обработки бандажей / Шрубченко И.В., Колобов А.В., Кузнецова И.И., Шрубченко М.И.; заявитель и патентообладатель Белгор. гос. технол. ун-т. - 2009101625/22; заявл. 19.01.09; опуб. 27.11.09, Бюл. 33. - 3 с.
Станок для обработки бандажей, имеющий опорные стойки, в которых установлена направляющая, несущая суппорт, снабженный подпружиненной пинолью, на конце которой шарнирно закреплена роликовая тележка с механизмом осевого перемещения, отличающийся тем, что роликовая тележка снабжена опорными роликовыми блоками, каждый из которых выполнен в виде двух роликов, жестко связанных между собой, шарнирно закрепленных на концах роликовой тележки, и шлифовальной установкой со сменной бесконечной абразивной лентой, закрепленной на механизме осевого перемещения.